
小伙伴们大家好,今天咱们聊一聊渐开线花键环规的几种加工方法。

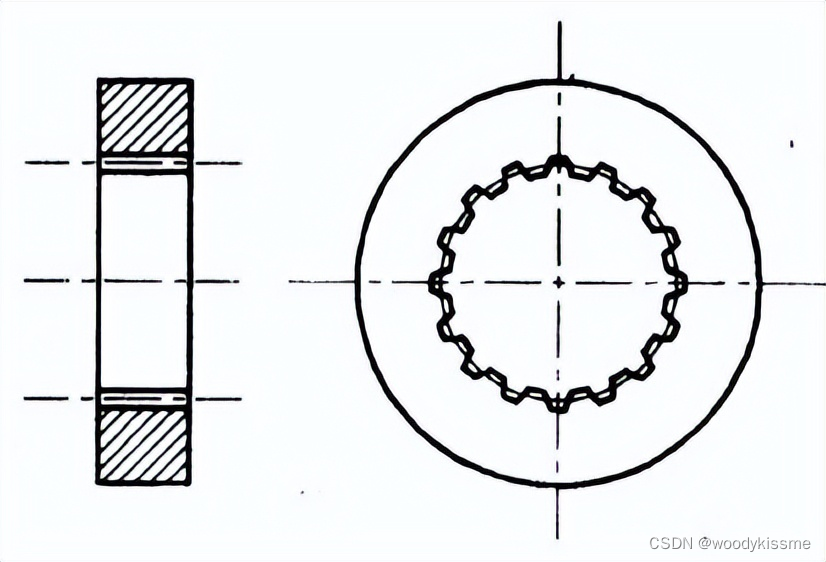
渐开线花键环规是在汽车、摩托车以及机械制造工业应用非常广泛的一种检测量具。它属于是一种内花键齿轮,其精度和表面粗糙度要求都比较高。采用的加工方法也比较多,下面详细看看都有哪些加工方法,各有什么特点:
一、拉削或插齿加工

工艺路线:
备料——粗车——调质——精车——磨基准面——磨内孔——插齿或拉削(分度圆齿槽宽预留留量)——铣去余齿(仅对止规)——齿端倒角——氮化处理——精磨基准面——磨齿形——标志。
可以看到采用这种加工方法的工艺路线较长,需要的工装也比较多。另外一半也不会选用拉削的方式,拉刀的价格一般是比较高的。
二、电火花线切割加工(快走丝)
工艺路线:
备料——车各部——热处理——磨基准面——快走丝(分度圆齿槽宽预留留量)——精磨齿形——齿端倒角——标志
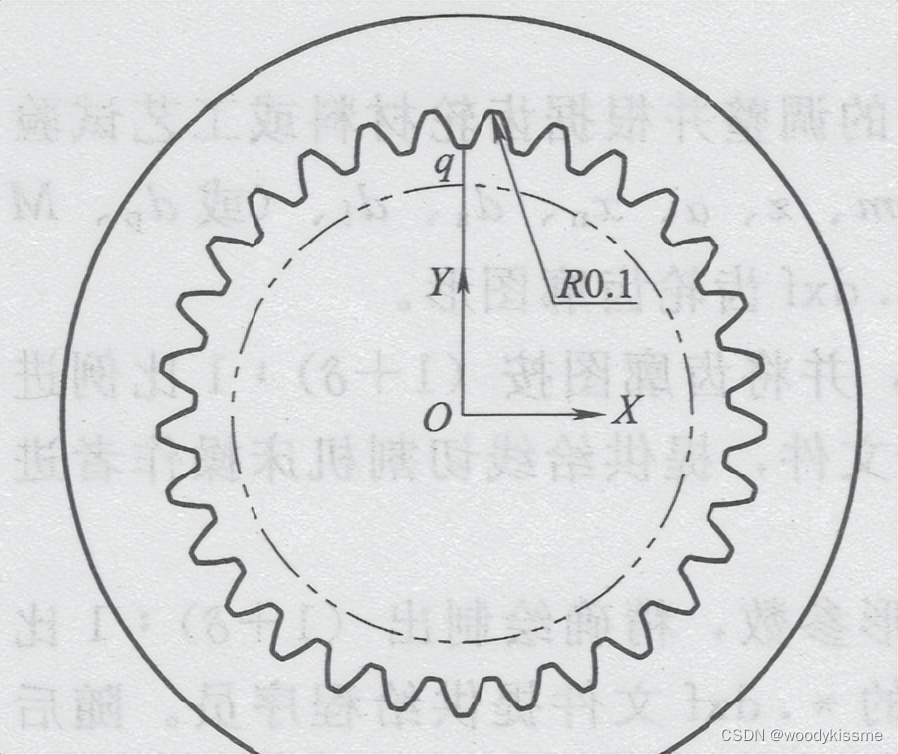
采用这样的加工工艺,工艺路线短,采用的工装较少,但是前提是需要有正确的齿形才行,如果用圆弧替代渐开线,需要注意控制理论误差在0.006mm以内。
三、电火花线切割加工(慢走丝)
备料——车各部——热处理——磨基准面——慢走丝——齿端倒角——标志
采用线切割的加工方法无需考虑工件的硬度,避免了因热处理产生的变形。而且慢走丝的精度和光洁度是非常不错的,但是加工的工时费也相对较高。
我是woodykissme,定期分享有关,机械传动及齿轮加工方面的内容,对这方面感兴趣的小伙伴,可以关注我。希望能够与大家讨论一下:
齿轮的设计及加工方法,加工齿轮所用的刀具设计、制造及使用方面的相关问题。
齿轮刀具设计计算方法,相关应用程序的开发,CAD二次开发自动绘图等的相关技术问题。
刀具应用方面,刀具的切削参数、涂层和使用寿命,加工中遇到的问题和解决办法等问题。
今天就分享到这,感谢您抽出宝贵的时间阅读!
往期精彩内容:
《花键联接及公差配合详细学习笔记》
《齿轮绘图工具,效率提升不是一点点!》
《加工摆线的齿条型刀具齿形计算工具》
《齿轮的修型再深入学习》
今天的文章 渐开线花键环规的几种加工方法分享到此就结束了,感谢您的阅读。
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌侵权/违法违规的内容, 请发送邮件至 举报,一经查实,本站将立刻删除。
如需转载请保留出处:https://bianchenghao.cn/bian-cheng-ji-chu/96284.html