
继续花键的话题,今天跟小伙伴们一同学习一下:渐开线花键的参数确定的一般流程及基本方法。
前面有好几篇介绍了花键的基本参数的概念,包括规格、模数、齿数、压力角等等。以及花键的定心方式,内外花键的配合方式。那么这些参数的大小是如何确定的呢?查阅相关资料,整理了下:
最直接的方式就是“套标准”,从已有的国家标准:国标、德标、日标等等中规定的规格选择合适的参数是最快速的方式。选择合适的参数可以避免表面压溃及过度磨损(动连接)以及强度校核计算,一般都推荐采用这种方式。
参数选择有几个基本原则:
花键的压力角增大,则齿根强度增大,在传递的圆周力相同的条件下,正压力更大,故摩擦力更大。选择压力角时主要从构件的工作特点去考虑,如有无滑动、浮动以及配合性质和工艺方法等方面考虑。
考虑花键加工所用的刀具、检具工装,如果没有现成的,即使是使用规格参数,也全部需要专门定制,从这个意义出发的话没有必要可以追求复合标准,当然考虑后续维修互换还是建议尽量“套标准”。
定心方式确定
根据花键使用部位的功能来确定定心的类型,花键加工后需要热处理的零件会发生热变形,因此需要将间隙做得大一些。作为减小此间隙的方法,可以给大径(或小径)处进行磨削加工做成大径定位(或小径定位)。精度顺序一般为“齿面定位>大径定位>小径定位”,且磨加工处越多越好,下面是几种常用组合。
轴类零件:采用大径定位时推荐在大径处进行磨削加工;采用小径定位时推荐在小径处进行磨削加工。
孔类零件:推荐采用小径定位,并在小径处进行磨削加工。
说明:使用小径定位时,很难保证轴的小径磨削加工直径与齿轮的分度圆的同轴度,齿面间隙做得较小时,装配会很困难,所以必须注意。
配合量确定
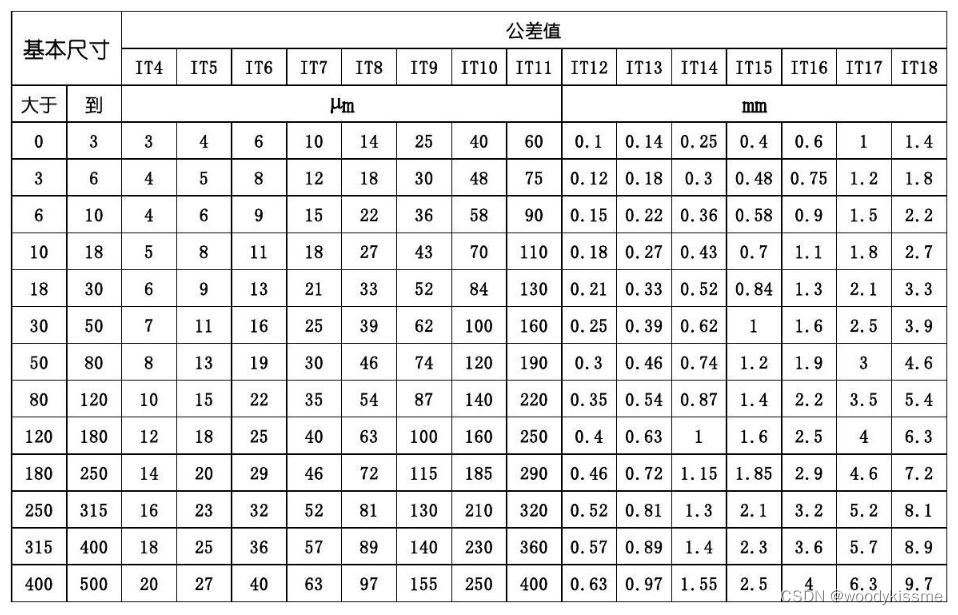
下面是常见的加工方法与公差等级,仅供参考。
拉刀加工:适用于孔类内花键零件,公差等级IT7级。
滚齿加工:适用于轴类外齿零件,公差等级IT10级。
插齿加工:适用于孔、轴台阶类零件,公差等级IT10 级。
激光线切加工:适用于孔、轴类零件(薄零件),公差等级IT10 级,一般不用于量产中。
热处理:适用于孔、轴类零件,公差宽度+100~200 μm。
磨加工:适用于孔、轴类零件,公差等级IT6~7级。
还可以进行间隙调整,原则上是将孔参数固定后再探讨轴的参数。需要注意的是,即使要用拉刀加工孔,也不能变更其尺寸。
其他详细参数的确定方法
不用来定心的部位,轴小径与孔大径一般自由公差。
选择平齿根和圆齿根,如果没有特殊要求的话一般定为平齿根。原因为轴的抗扭强度与齿底圆角没有关系,花键小径越大强度越强,所以选择小径更大的平齿根更好。对于孔,如果采用大径定位的话,需做成平底。即使一开始没有采用大径定位,为了将来能够在共用该拉刀的产品上实现大径定位,提前做成平底也(在此情况下提前加公差)很有必要。
在齿顶部加倒角,齿根部加齿根圆角。给齿顶加倒角的原因为:防止对齿面的磕碰伤痕/ 避开齿根圆角等。但是,在带倒锥的换挡接合齿的轴向上,为了避免齿面接触面积损失得过大,在齿顶上不加倒角。齿根圆角是为了延长刀具寿命、缓和应力集中。
花键齿面加工的退刀部位上、由于容易发生毛刺、飞边,要特别注意。
花键加工面的粗糙度(除磨加工处)原则上应定为Ra=2.5 μm。
我是woodykissme,定期分享有关,机械传动及齿轮加工方面的内容,对这方面感兴趣的小伙伴,可以关注我。希望能够与大家讨论一下:
齿轮的设计及加工方法,加工齿轮所用的刀具设计、制造及使用方面的相关问题。
齿轮刀具设计计算方法,相关应用程序的开发,CAD二次开发自动绘图等的相关技术问题。
刀具应用方面,刀具的切削参数、涂层和使用寿命,加工中遇到的问题和解决办法等问题。
今天就分享到这,感谢您抽出宝贵的时间阅读!
今天的文章 花键参数确定的流程是怎么样的?分享到此就结束了,感谢您的阅读。
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌侵权/违法违规的内容, 请发送邮件至 举报,一经查实,本站将立刻删除。
如需转载请保留出处:https://bianchenghao.cn/bian-cheng-ji-chu/96292.html